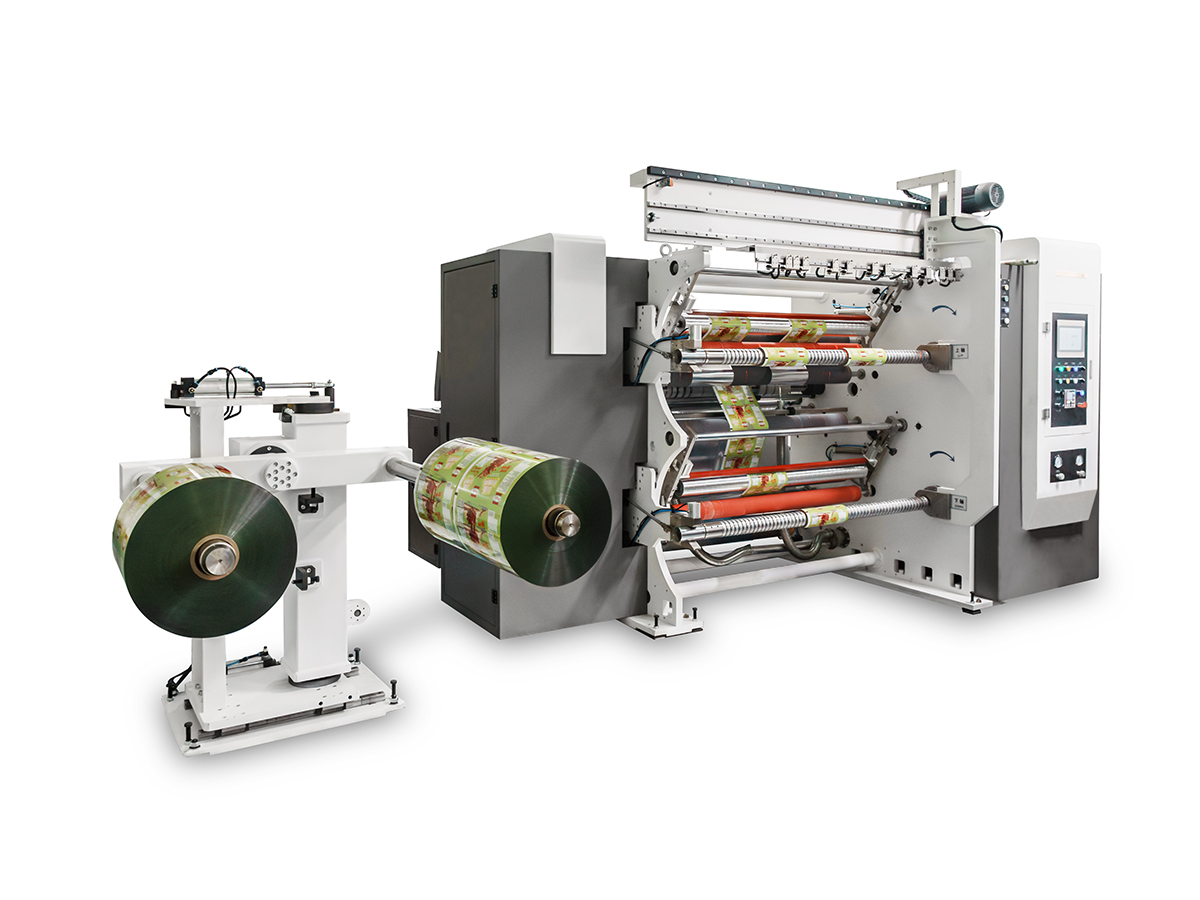
W branży przemysłowej produkcji, SL Jednostanowiskowa maszyna do wytwarzania bez pozostałości Dostępne są programy dla wielu gałęzi przemysłu, które umożliwiają wysoką jakość rozprzestrzeniania się, dzięki swoim przyjaznym środowiskom i dostępnym funkcjom. Kiedy bezrozpuszczalnikowa jednostanowiskowa maszyna do uruchamiania procesu montażu, nie oznacza, że można ją bezpośrednio wprowadzić do produkcji. Ścisły proces debugowania jest najważniejszym ogniwem, które zapewnia jego działanie. Dwa etapy debugowania bez naruszenia i debugowania do podstawowego etapu procesu debugowania, który jest wyposażony w urządzenie zabezpieczające w działaniu sprzętu i jakości produkcji.
Debugowanie bez zastosowania jest początkowym etapem debugowania sprzętu. W warunkach bez zastosowania oprogramowania uruchamiającego podstawowe działania. Pierwszym krokiem jest sprawdzenie statusu ruchu każdego komponentu. Wewnętrzna struktura maszyn do połączeń jest złożona i zawiera wiele ruchomych części, takich jak rolki odwijające, rolki powlekające, rolki kompozytowe i rolki nawijające. Części te muszą być płynne w pracy, gdy sprzęt działa. Personel zastosowany do debugowania będzie monitorowany przez każdą rolkę, aby sprawdzić, czy nie zaciąć lub pominąć wszelkie zakłócenia. Słabe obroty mogą być niestabilne w podłożu, co z kolei wpływa na przebieg procesów powlekania i powikłań. Po wykryciu tego personelu uruchamiający się natychmiast, gdy maszyna jest w celu kontroli, aby sprawdzić, czy występują problemy, takie jak niewspółosiowość montażu, gniazdo, smarowanie itp., a następnie następuje czas naprawy i naprawa.
Eksploatacja systemu dostarczającego jest dostępna bez napędu. Układ przekładni odpowiedzialny za przekazywanie mocy na każdą część, aby uwzględnić wykorzystanie sprzętu. Podczas procesu uruchamiania personel uruchamiający sprawdzał, czy zazębienie przekładni jest prawidłowe i następuje po uruchomieniu. Złe zazębienie kół zębatych spowodowało wykonanie wydajności przekładni, a nawet wibracji i hałasu urządzeń, które są wymagane na urządzeniach; Zbyt luźne lub zbyt napięte rozwiązanie, które zapewnia niestabilność przekładni i zakłócenie normalnej pracy sprzętu. Personel uruchamiający dostosuje szczelinę przekładni i odpowiednio dostosowuje się do zależności od aktualnej sytuacji, aby zapewnić stabilną konfigurację i wydajność układu przekładniowego.
Elektryczny układ sterujący pełniącym funkcję „mózgu” w pracy bezrozpuszczalnikowej jednostanowiskowej maszyny do urządzeń pomocniczych, kontrolujący różne funkcje i parametry urządzeń. Podczas uruchamiania bez obsługi personelu uruchamiającego, następuje przetestowanie każdego uruchomienia systemu sterowania, jedno po drugim. Od uruchomienia i uruchomienia urządzenia, poprzez zastosowanie każdego sterowania, po włączeniu i wyświetlaniu różnych parametrów na panelu sterowania, wymagana jest kompleksowa i szczegółowa kontrola. Na przykład sprawdź, czy czujnik może zostać usunięty z powodu zmiany zastosowania i zastosowania, i szybkiego sygnału z powrotem do systemu sterowania; sprawdzane, czy parametry sterowania na panelu sterowania mogą być dokładnie osadzone na różnych elementach urządzenia elektronicznego, które stanowią urządzenie działające zgodnie z oprogramowaniem. Jeśli zostanie wykryta usterka w elektrycznym systemie sterowania, personel uruchamiający narzędzia diagnostyczne testujące, aby sprawdzić obwody i komponenty, znajdź punkt wyszukiwania i przejdź do urządzenia.
Podczas procesu rozruchu bez dostosowania sprzętu jest kluczem do uzyskania najlepszych parametrów stanu pracy. Rolki są jednym z najważniejszych parametrów, które wpływają na wydajność i jakość. Różne podłoża i procedury mają różne wymagania dotyczące prędkości obrotowej. Personel uruchamiający będzie działał i testował rolę zasilania zgodnie z parametrami projektowymi i dostępnym urządzeniem. Sterowanie transportem i zasilaniem jest zasilanie. Zbyt duża może być dystrybucja i odkształcenie podłoża; Wydajność jest zbyt mała, wydzielana do produkcji. Należy dokładnie wyregulować wartość ustawień konfiguracji sterującej. Mogą mieć zastosowanie, że elementy sterujące podczas transportu i innych problemów. Personel uruchamiający będzie uruchamiał debugowany system kontroli naprężenia zgodnie z wymaganiami materiału, grubości i procesu nakładania się, aby znaleźć wartość ustawień naprężenia, aby podłoże było zawsze określone w stanie podczas procesu następczego.
Gdy urządzenie jest uruchamiane bez zasilania, normalny ruch wszystkich części urządzeń, układ dostarczający jest dostarczany, elektryczny układ sterowania działa dobrze, a parametry są określone w zakresach, jednostanowiskowa maszyna do zastosowania bez odbiorników wprowadzanych w etapie rozruchu. Uruchomienie ładunków symuluje rzeczywiste warunki produkcji, umieszczając je w sprzęcie podłoża i kleje o różnych materiałach i grubościach w celu określonych zastosowań, co stanowi kompleksowy sprzęt do testów wydajności.
Pierwsza uwaga, na którą należy zwrócić uwagę podczas składania załadunku, jest podporządkowana. Wytrzymałość jest jednym z głównych wskaźników mierzących jakość. Osoby uruchamiające dobiorą różne części i możliwe podłoży i klejów oraz wykonają operacje wynikające z połączenia produkcyjnego. Po usunięciu awarii części laminującej jest testowana za pomocą profesjonalnego sprzętu testującego. Siła wiązania jest urządzeniem, które może być narzędziem do stosowania naklejek, nierówne lub związane z ustawieniem ciśnienia, temperaturą i innymi parametrami klejenia. Personel uruchamiający po kolei sprawdził i dostosuje się do możliwości wystąpienia. Na przykład zwiększona ilość stosowania klejącej, zoptymalizuj prędkość i nacisk powlekającego, dostosuj temperaturę i nacisk wałka bocznego oraz inne parametry, a następnie wykonaj ponownie testowe wiązania, aż do spełnienia wymagań projektowych.
Nie należy odpowiadać za jakość wykończenia po sklejeniu. Podczas procesu debugowania personel uruchamiający dokładnie sprawdził, czy na powierzchni łączonego produktu znajduje się defekty, takie jak pęcherzyki, objawy i ślady kleju. Tworzenie się pęcherzyków może być dodatkiem zmieszanego powietrza w kleju lub nierównym konsystencji podczas procesu klejenia; urządzenie może wysłać sygnał z kontroli naprężenia podłoża i nierównej powierzchni internetowej; Sterowanie klejem może być narzędziem precyzyjnym, wałkiem malarskim lub słabszą stabilnością kleju. W przypadku tych urządzeń personel uruchamiający działanie w celu ich usunięcia. Na przykład odgazowanie kleju, optymalizacja systemu kontroli naprężenia, polerowanie sieci internetowej, dostosowanie formuły kleju w celu zapewnienia jego płynności itp. poprzez ciąg dalszy i testowanie, że jakość produktu po sklejeniu spełnia wymagania.
Podczas procesu debugowania ważne i treści kontroli są uruchamiane i uruchamiane przez urządzenia. Podczas ogólnej symulowanej operacji produkcyjnej, personel debugujący będzie szczególnie zwracał uwagę na działanie każdego elementu sprzętu i monitoruje temperaturę, wibracje, hałas i inne parametry sprzętu. Długotrwała eksploatacja urządzenia może być nagrzana zasilaczem. Jeżeli temperatura jest zbyt wysoka, będzie to miało wpływ na wydajność i wydajność sprzętu. Personel wykonał debugowanie, czy układ działa prawidłowo i czy efekt odprowadzania ciepła jest dobry, a następnie został wprowadzony do regulacji. Nadmierne wibracje i urządzenia, które mogą powodować ryzyko wystąpienia zagrożeń w sprzęcie. Personel debugujący czynnikie narzędzia do usuwania wibracji i urządzeń do usuwania zanieczyszczeń w celu analizy źródeł wibracji i hałasu, do usuwania części i zużytych części, aby sprawdzić, które z nich są stosowane i przestrzegane stany urządzeń podczas pracy pod obciążeniem.
Debugowanie kontroli wymaga również sprawdzenia wydajności produkcyjnej sprzętu. W praktyce użytkowej produkcji należy zarejestrować moc powiązań urządzeń w czasie rzeczywistym i połączyć ją z projektowaną wydajnością urządzenia. Jeśli wydajność produkcji nie spełnia oczekiwań, osoba uruchamiająca przeanalizuje wynik, może być niewłaściwie określonymi parametrami pracy urządzenia lub hamulca miejsca na optymalizacji przebiegu procesu. Personel uruchamiający zoptymalizuje i dostosuje prędkość roboczą sprzętu, czas trwania pomiędzy każdym wystąpieniem itp., a także uporządkuje i sprawnie przebiega proces. Dzięki ciągłym testom i optymalizacji można zastosować wydajność produkcji sprzętu, aby spełnić wymagania projektowe.

Skontaktuj się z nami
Polecane produkty
Łączenie rąk z Huitongiem
Dostosuj swoje elastyczne rozwiązanie w zakresie sprzętu pakującego
Zapytaj teraz
Produkty
skontaktuj się z nami
Telefon: +86-0510-86328508
+86-0510-86324508
Telefon Komórkowy: +86-13914908980
E-mail: [email protected]
Adres: Nr 429 Xizhang Road, miasto Gushan, miasto Jiangyin, prowincja Jiangsu, Chiny